 歡迎來到北京中航時代儀器設備有限公司網站!
歡迎來到北京中航時代儀器設備有限公司網站! 咨詢電話:13699145010歡迎來到北京中航時代儀器設備有限公司網站!咨詢電話:13699145010
咨詢電話:13699145010歡迎來到北京中航時代儀器設備有限公司網站!咨詢電話:13699145010產品分類
Product Category詳細介紹
| 品牌 | AIRTIMES/中航時代 | 價格區間 | 1萬-3萬 |
|---|---|---|---|
| 產地類別 | 國產 | 應用領域 | 包裝/造紙/印刷 |
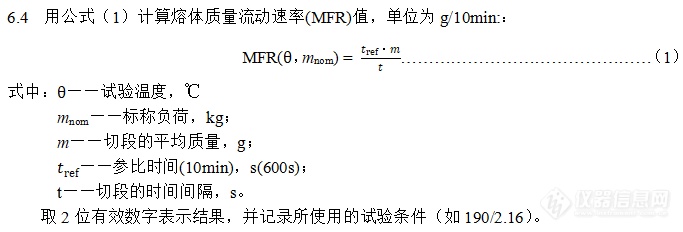
GBT3682-2000 熱塑性塑料熔體質量流動速率和熔體體積流動速率的測定

1、范圍:
1.1 本標準規定了在規定的溫度和負荷條件下測定熱塑性塑料熔體質量流動速率(MFR)和熔體體積流動速率(MVR)的方法。通常,測定熔體流動速率的試驗條件由本標準引用的材料標準規定。熱塑性塑料的一般試驗條件列于附錄A和附錄B中。在比較填充和非填充熱塑性塑料時,熔體體積流動速率是很有用的。如果知道試驗溫度下的熔體密度,則可以用自動測量裝置測定熔體流動速率。
本方法不適用于流變行為受水解、縮聚或交聯影響的熱塑性塑料。
1.2 熱塑性塑料熔體質量流動速率和熔體體積流動速率與剪切速率有關。本試驗中的剪切速率遠小于實際加工時的剪切速率。因此,由本方法得到的各種熱塑性塑料的數據不一定與它們在實際使用中的性能有關。兩種方法在質量控制中都是有用的。
2、引用標準:
下列標準所包含的條文,通過在本標準中引用而構成為本標準的條文。本標準出版時,所示版本均為有效。所有標準都會被修訂,使用本標準的各方應探討使用下列標準版本的可能性。
GB/T 1031—1995 表面粗糙度 參數及其數值(neq ISO 468:1982)
3、儀器:
3.1 主要儀器
3.1.1 本儀器基本上是一臺在設定溫度條件下操作的擠出式塑度儀,基本結構如圖1所示。熱塑性材料裝在垂直料筒中,在承受負荷的活塞作用下經標準口模擠出。該儀器由下列必要部件組成:
3.1.2 料筒:固定在垂直位置,由能夠在加熱體系達到的高溫度下抗磨損和抗腐蝕的材料制成,而且與被測樣品不發生反應,對某些特殊材料,測試溫度要求能達到450℃。料筒長度為115~180mm,內徑:9.550mm±0.025mm。底部的絕熱應使金屬暴露面積小于4cm2,建議用三氧化二鋁陶瓷纖維或他合適材料用作底部絕熱材料,以免粘附擠出物。
料筒內膛硬度應不小于500(HV5~HV100)維氏硬度;表面粗糙度Ra(算術平均值)應小于0.25μm(GB/T 1031—1995);如果需要,可安裝一個活塞導向套,以減少因活塞不對中所引起的摩擦,使實際負荷與標稱負荷間的誤差不大于±0.5%。
3.1.3 鋼制活塞:其工作長度應不短于料筒長度,應有一個長6.35mm±0.10mm的活塞頭,活塞頭直徑應比料筒內徑小0.075mm±0.010mm,上部邊緣應光滑,活塞頭上部的活塞桿直徑應縮小至大約9mm。在活塞頂部可加一個柱形螺栓以支撐可卸去的負荷砝碼,但活塞需和負荷絕熱。在活塞桿上應刻有兩條相距30mm的環形細參照標線,當活塞頭底部與模口上部相距20mm時,上標線與料筒口齊平,這兩條標線作為測量時的參照點(見6.3和7.4)。
為了保證儀器運轉良好,料筒和活塞應采用不同硬度的材料制成,為方便維修和更換,料筒宜用較活塞更硬的材料制成。
活塞可以中空,也可以實心。在使用小負荷試驗時,活塞應該是空心的,否則可能達不到規定的小負荷。當使用較大負荷試驗時,空心活塞是不適合的,因為較大負荷可能使其變形,應使用實心活塞,或使用具有活塞導承的空心活塞。如果使用后者,由于這種活塞桿比通常的活塞桿長,應確保沿活塞的熱損失不會改變材料的試驗溫度。
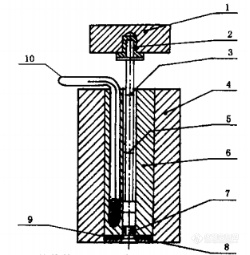
1—可卸負荷;2—絕熱體;3—上參照標線;4—絕熱體;5—下參照標線;
6—鋼筒;7—口模;8—絕熱板;9—口模擋板;10—控制溫度計
圖1 測定熔體流動速率的典型裝置
3.1.4 溫度控制系統
對于任何設定的料筒溫度,在整個試驗過程中,從模口到可允許加料高度整個范圍內的溫度都應得到有效控制,在筒壁所測溫度的差異不得超過表1規定的范圍。
注:料筒壁溫可通過裝在壁內的鉑熱電偶溫度計測量,如果儀器未配有此類裝置,則根據所用溫度計的類型,在離筒壁一定距離的熔體中測定。
溫度控制系統應允許以1℃或更小的間隔設置試驗溫度。
表1 溫度隨距離和時間變化的大允差
試驗溫度θ,℃ | 溫度允差,℃ | |
隨距離 | 隨時間 | |
θ≤200 | ±1 | ±0.5 |
200<θ≤300 | ±1.5 | ±1.0 |
θ>300 | ±2 | ±1.5 |
3.1.5 口模,由碳化鎢或高硬度鋼制成;長8.00mm±0.025mm;內孔應圓而直,內徑為2.095mm且均勻,其任何位置的公差應在±0.005mm范圍內。
內孔硬度應不小于維氏硬度500(HV5~HV100),表面粗糙度Ra(算術平均值)應小于0.25μm(GB/T 1031—1995)。口模不能突出于料筒底部(見圖1),其內孔必須安裝得與料筒內孔同軸。
3.1.6 安裝并保持料筒*垂直的方法
一個垂直于料筒軸線安置的雙向氣泡水平儀和可調儀器支腳適合使料筒保持垂直。
注:這樣可避免活塞受到過分摩擦或在大負荷下彎曲。一種上端帶有水平儀的仿真活塞可用于檢查料筒是否*垂直。
3.1.7 可卸負荷,位于活塞頂部,由一組可調節砝碼組成,這些砝碼與活塞所組合的質量可調節到所選定的標稱負荷,準確度達0.5%。對于較大負荷,可選用機械加載負荷裝置。
3.2 附件
3.2.1 通用附件
3.2.1.1 將樣品裝入料筒的裝置,由無磨損作用材料制成的裝料桿。
3.2.1.2 清潔裝置。
3.2.1.3 玻璃水銀溫度計(校準溫度計)或其他溫度測量裝置,在按5.1規定的溫度及浸沒條件校正控溫系統時,能將溫度準確地校正到±0.5℃。
3.2.2 方法A所用附件
3.22.1 切斷工具,用于切割擠出的試樣,可用邊緣鋒利的刮刀。
3.2.2.2 秒表,準確至±0.1s。
3.2.2.3 天平,準確至±0.5mg。
3.2.3 方法B所用附件
測量裝置:可自動測量活塞移動的距離和時間。
4、試樣:
4.1 只要能夠裝入料筒內膛,試樣可為任何形狀,例如:粉料、粒料或薄膜碎片。
注:有些粉狀材料若不經預先壓制,試驗時將不能得到無氣泡的小條。
4.2 試驗前應按照材料規格標準,對材料進行狀態調節,必要時,還應進行穩定化處理。
5、儀器的溫度校正、清洗和維護:
5.1 控溫系統的校正
5.1.1 溫度控制系統(3.1.4)的準確性應定期校準。為此,先要調節溫度控制系統,使控制溫度計顯示的料筒溫度恒定在要求的溫度。把校準溫度計(3.2.1.3)預熱到同樣溫度,然后將一些受試材料或替代材料(見5.1.2)按試驗時的同樣步驟(見6.2)加入料筒。材料*裝好后等4min,將校準溫度計插入樣品中,并沒入材料,直到水銀球頂端離口模上表面10mm為止。再過4~10min,用校準溫度計與控制溫度計讀數差值來校正控制溫度計所顯示的溫度。還應沿料筒方向校準多點溫度,以每10mm間隔測定試料溫度,直到離口模上表面60mm的點為止。兩個值的大偏差應符合表1規定。
5.1.2 溫度校正時選用的材料必須能夠充分流動,以使水銀溫度計的球在插入時不至用力過大而受到損壞,在校正溫度時,熔體流動速率(MFR)大于45g/10min(2.16kg負荷)的材料是合適的。
如果溫度校正時使用某種材料代替較粘稠的受試材料,則替代材料的導熱性應與受試材料*,以使它們有相似的熱行為。溫度校正時的加料量應能使校正溫度計桿有足夠長度插入其中,以使測量準確。這可通過取出校正溫度計、檢查材料在溫度計桿上的粘覆高度來確定。
5.2 儀器清洗
每次測試以后,都要把儀器*清洗,料筒可用布片擦凈,活塞應趁熱用布擦凈,口模可以用緊配合的黃銅絞刀或木釘清理。也可以在約550℃的氮氣環境下用熱裂解的方法清洗。但不能使用磨料及可能會損傷料筒、活塞和口模表面的類似材料。必須注意,所用的清洗程序不能影響口模尺寸和表面粗糙度。
如果使用溶劑清洗料筒,要注意其對下一步測試可能產生的影響應是可忽略不計的。
注:建議對常用儀器在較短時間間隔,例如每周一次,將如圖1安裝的絕熱板和口模擋板拆下,對料筒進行*清洗。
6、方法A:
6.1 清洗儀器(見5.2)。在開始做一組試驗前,要保證料筒(3.1.2)在選定溫度恒溫不少于15min。
6.2 根據預先估計的流動速率,將3~8g樣品裝入料筒(見表2)。裝料時,用手持裝料桿(3.2.1.1)壓實樣料。對于氧化降解敏感的材料,裝料時應盡可能避免接觸空氣,并在1min內完成裝料過程。根據材料的流動速率,將加負荷或未加負荷的活塞放入料筒。
如果材料的熔體流動速率高于10g/10min,在預熱過程中試樣的損失就不能忽視。在這種情況下,預熱時就要用不加負荷或只加小負荷的活塞,直到4min預熱期結束再把負荷改變為所需要的負荷。當熔體流動速率非常高時,則需要使用口模塞。
表2
熔體流動速率1),g/10min | 料筒中樣品質2),g | 擠出物切斷時間間隔,s |
0.1~0.5 | 3~5 | 240 |
>0.5~1 | 4~6 | 120 |
>1~3.5 | 4~6 | 60 |
>3.5~10 | 6~8 | 30 |
>10 | 6~8 | 5~153) |
1)如果本試驗中所測得的數值小于0.1g/10min或大于100g/10min,建議不測熔體流動速率。 2)當材料密度大于1.0g/cm3時,可能需增加試樣量。 3)當測定MFR大于25g/10min的材料時,為了獲得足夠的再現性,可能需要對小于0.1s的切段時間間隔進行自動控制和測量或使用方法B | ||
6.3 在裝料完成后4min,溫度應恢復到所選定的溫度,如果原來沒有加負荷或負荷不足的,此時應把選定的負荷加到活塞上。讓活塞在重力的作用下下降,直到擠出沒有氣泡的細條,根據材料的實際粘度,這個現象可能在加負荷前或加負荷后出現。這個操作時間不應超過1min。用切斷工具(3.2.2.1)切斷擠出物并丟棄。然后讓加負荷的活塞在重力作用下繼續下降。當下標線到達料筒頂面時,開始用秒表(3.2.2.2)計時,同時用切斷工具切斷擠出物并丟棄之。
然后,逐一收集按一定時間間隔的擠出物切段,以測定擠出速率,切段時間間隔取決于熔體流動速率,每條切段的長度應不短于10mm,為10~20mm,標準時間間隔見表2。
對于MFR(和MVR)較小和(或)模口膨脹較高的材料,在240s的大切段間隔內,可能難于獲得不小于10mm的切段長度。在這種情況下,只有在240s內得到的每個切段質量達到0.04g以上時,才能使用方法A,否則應使用方法B。
當活塞桿的上標線達到料筒頂面時停止切割。丟棄有肉眼可見氣泡的切段。冷卻后,將保留下的切段(至少3個)逐一稱量,準確到1mg,計算它們的平均質量。如果單個稱量值中的大值和小值之差超過平均值的15%,則舍棄該組數據,并用新樣品重做試驗。
從裝料到切斷后一個樣條的時間不應超過25min。
7、方法B:
7.1 原則
熔體質量流動速率(MFR)和熔體體積流動速率(MVR)的測定采用如下兩條原則之一:
a)測定在規定時間內活塞移動的距離;
b)測定活塞移動規定距離所用的時間。
7.2 *測量準確度
為使介于0.1~50g/10min的MFR或介于0.1~50cm3/10min的MVR測定有重復性,活塞位移測量應到土0.1mm,時間測量應準確到0.1s。
7.3 操作準備
按照方法A中6.1到6.3(到段末)規定進行。
7.4 測定
7.4.1 當下標線達到料筒頂面時,開始自動測定。
7.4.2按下述進行測定:
a)如果采用7.1a)的原則,測量活塞在預定時間內的移動距離;
b)如果采用7.1b)的原則,測量活塞移動規定距離所需的時間。
當活塞桿上標線達到料筒頂面時停止測量。
7.4.3 從加料開始到測得后一個數據的時間不得超過25min。
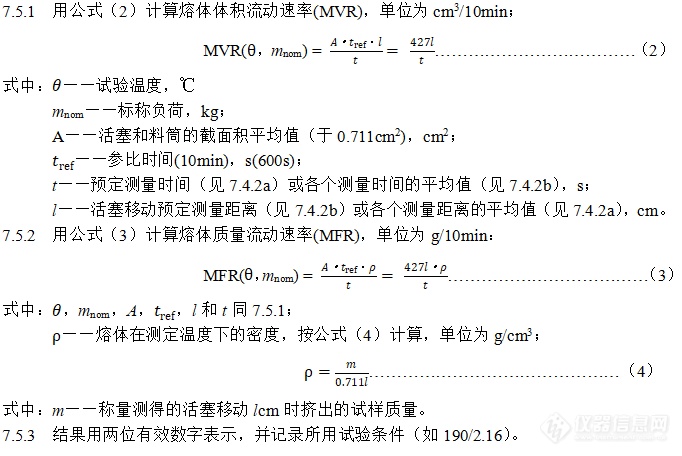
7.5 結果表示
8、流動速率比(FRR):
兩個MFR(或MVR)值之間的關系稱為流動速率比,如公式(5)所示:

一般用來表征材料分子量分布對其流變行為的影響。
注:用于測定流動速率比的條件,列在相應的材料標準中。
9、精密度:
用本方法測量特定材料時,應考慮導致降低重復性的因素,這些因素包括:
a)在預熱或試驗時,由于材料的熱降解或交聯,會引起熔體流動速率的變化(需要長時間預熱的粉狀材料對此影響更敏感,在某些情況,需要加入穩定劑以減小這種變化)。
b)對填充或增強材料,填料的分布狀況或取向可影響熔體流動速率。
因尚未獲得實驗室間試驗數據,本方法的精密度尚不能確定。因涉及的材料很多,用單一的精密度來描述是不合適的,但±10%的變異系數是可期望的。
10、試驗報告:
試驗報告應包括如下幾個部分:
a)注明參照本標準;
b)試樣的詳細說明,包括裝入料筒時的物理形狀;
c)狀態調節的詳細說明;
d)穩定化處理的詳細說明(見4.2)
e)試驗中所用溫度和負荷;
f)對于方法A,切段質量和切段時間間隔;對于方法B,預定的時間或活塞移動距離,以及對應的活塞移動距離或所用時間的測定值;
g)熔體質量流動速率,g/10min;或熔體體積流動速率,cm3/10min。結果表示取兩位有效數字,(當獲得多個測定值時,應報告所有單個測定值);
h)需要時,報告流動速率比(FRR);
i)報告試樣的任何異常情況,例如變色、發粘、擠出物扭曲或熔體流動速率的異常變化;
j)試驗日期。
相關型號:
XNR-400A熱塑性塑料熔體流動速率測定儀
XNR-400B熱塑性塑料熔體流動速率測定儀
XNR-400W熱塑性塑料熔體流動速率測試儀
?XNR-400G熱塑性塑料熔體流動速率測試儀
?XNR-400C熱塑性塑料熔體流動速率測試儀
產品咨詢
電話
微信掃一掃


